Budowa oraz rodzaje nakrętek
Nakrętka jest wykonywana szeregiem procesów obróbczych. Składają się na to między innymi procesy frezowania, toczenia oraz wiercenia. Po takiej obróbce nakrętka jest hartowana i szlifowana wewnętrznie oraz zewnętrznie (wewnątrz szlifowane są tylko rowki bieżni, ponieważ tam następuje styk z kulkami). Utwardzone nakrętki z materiału 100Cr6 o twardości powyżej 60 HRC dzielimy na kilka rodzajów:
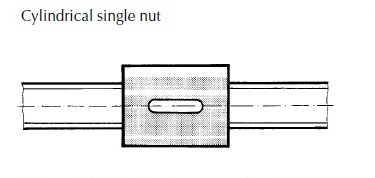
- cylindryczna nakrętka pojedyncza
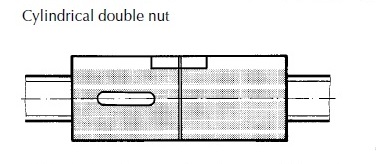
- cylindryczna nakrętka podwójna
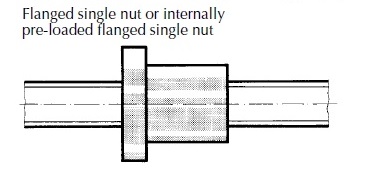
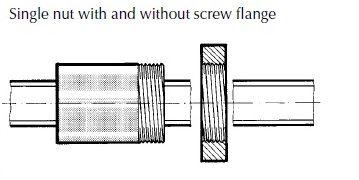
- kołnierzowa nakrętka pojedyncza
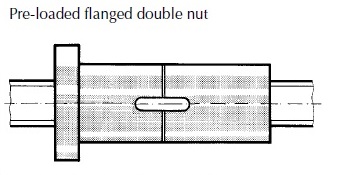
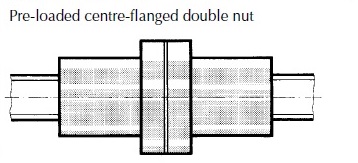
- kołnierzowa nakrętka podwójna
- kołnierzowa nakrętka łączona podwójnie
- kołnierzowa nakrętka rozłączna pojedyncza
Dodatkowe zdjęcia nakrętek:




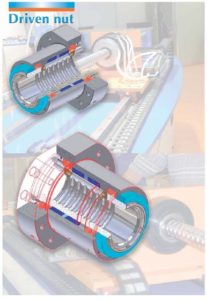
Możliwe jest również wykonanie bardzo specjalistycznych nakrętek, w których odwrotnie niż w normalnym rozwiązaniu wał śruby pociągowej/kulowej jest nieruchomy, a obraca się nakrętka (driven nut). Rozwiązanie takie wymaga wykonania w nakrętce obudowy, tzw. housingu. Dalsze rozwiązania są dwojakie.
W pierwszym z nich na części cylindrycznej umieszcza się koło pasowe i poprzez napęd pasowy nakrętka zostaje wprawiona w ruch. Drugie koło pasowe jest sprzężone z silnikiem elektrycznym dzięki czemu cały proces jest możliwy.

Inne rozwiązanie to umieszczenie nakrętki wraz z łożyskami na niej w specjalnej obudowie lub wydrążonym wale (hollow shaft) i podłączenie całości do silnika elektrycznego. Wówczas wewnątrz obudowy, w której znajduje się nakrętka śruby pociągowej, podłączona zewnętrznie do silnika elektrycznego, obraca się powodując ruch.
ISOTEK Spółka z o.o.
ul. Św. Szczepana 57
61-465 Poznań
REGON: 630753045
KRS: 0000001557
BDO: 000032670
Kapitał zakładowy: 120 000,00 zł
SWIFT: PPABPLPK
Konto PLN:
PL30 1750 1019 0000 0000 0175 1708
Konto EUR:
PL02 1750 1019 0000 0000 0175 1727