Budowa oraz metody obróbki bieżni wału

Jak już wiemy materiałem użytym na wały w śrubach pociągowych jest zahartowana powierzchniowo stal Cf53. Zanim jednak dojdziemy do końcowego, gotowego produktu należy poddać go odpowiedniej obróbce.
W obróbce wałów śrub pociągowych wraz z jej bieżnią rozróżniamy następujące procesy:
Rolowanie (rolling)
Zazwyczaj wykorzystywane w przypadku śrub mniej dokładnych (jest to proces polegający na zgniataniu wału przez rolki z dwóch stron). Proces ten jest procesem formowania, a nie obróbki ubytkowej. Śruby rolowane na dzień dzisiejszy są używane między innymi w podnośnikach, gdzie nie jest wymagana wysoka jakość oraz gdzie dąży się do uzyskania jak najniższych kosztów produkcji. Wał wykonany jest standardowo ze stali Cf15. W śrubach rolowanych szlifowane są tylko końcówki wałów. Wykonanie takich śrub jest opłacalne dopiero przy produkcji wielkoseryjnej. Przy małym zapotrzebowaniu jest to ekonomicznie nieuzasadnione ze względu na wysokie koszty oprzyrządowania. Śruby rolowane posiadają szereg cech pozytywnych ze względu na obróbkę bezwiórową. Nie następuje ingerencja sił tnących w strukturę materiału jak ma to miejsce w przypadku toczenia, nacinania nożami czy frezowania. Śruby trapezowe na specjalne życzenie mogą zostać również poddane procesowi szlifowania.
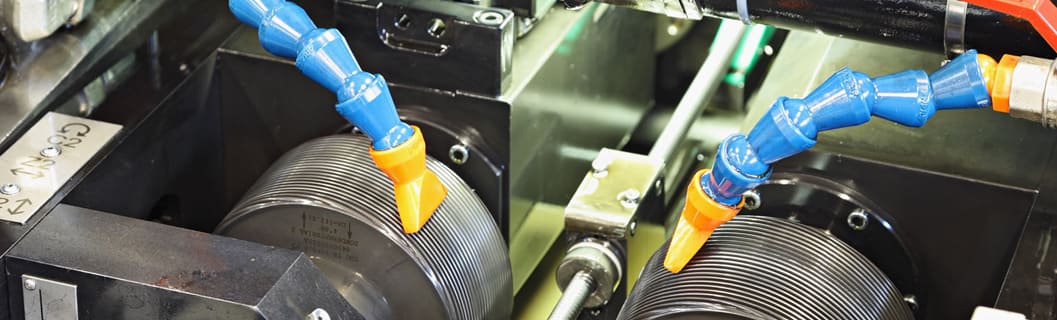
Nacinanie specjalnymi nożami w głowicy (whirling)
Tą metodą są wykonowane w większości wały śrub kulowych. Obróbka nożami przypomina nacinanie gwintów tzw. narzynką. Wały tą metodą mogą być nacinane wstępnie lub wykończeniowo.

Szlifowanie (grinding)
Najdokładniejszy proces uzyskiwania powierzchni wału, po hartowaniu powierzchniowym w celu uzyskania bardzo wysokiej klasy dokładności dochodzącej nawet do IT1 wały śrub pociągowych poddaje się właśnie procesowi szlifowania, jednak zawsze jest to proces następujący po nacinaniu.
Wały po wstępnym nacięciu nożami są hartowane i później w zależności od docelowej klasy wykonania są albo nacinane wykończeniowo albo szlifowane. W maszynach wymagających najwyższej precyzji położenia wraz z producentem oczywiście zalecamy śruby kulowe szlifowane.
Końcówki wałów natomiast są praktycznie zawsze szlifowane. Kammerer wykonuje przeróżne typy końcówek, również na życzenie klienta możliwe jest wykonanie końcówek bardzo specjalnych, wg projektu klienta.

Budowa oraz rodzaje bieżni śruby pociągowej (gwintu kulowego)
W historii śrub pociągowych przetestowane zostały różne rodzaje bieżni. Były to: między innymi:
- gwinty o zarysie jednołukowym
- gwinty o zarysie dwułukowym (gotyckie)
- gwinty o zarysie dwułukowym przekręcone o pewien kąt
- gwinty trapezowe
- gwinty trójkątne
- gwinty prostokątne
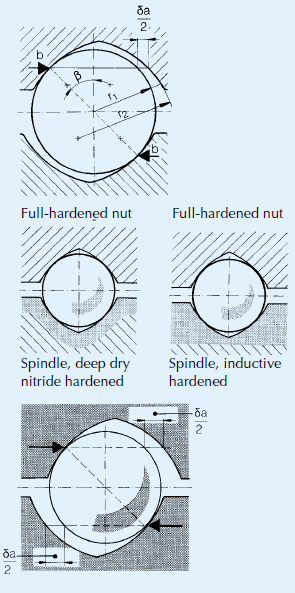
Po wielu latach doświadczeń, w nowoczesnych rozwiązaniach najczęściej stosowanym gwintem w śrubach pociągowych jest gwint dwułukowy nieprzekręcony. Jest on używany w śrubach kulowych ze względu na czteropunktowy styk z bieżnią. Wraz ze wzrostem punktów styku naturalnie następuje obniżenie nacisku powierzchniowego w nakrętce. Najkorzystniejszym kątem pomiędzy punktem styku, a osią pionową jest 45°, który jest również wykorzystywany w przypadku naszych śrub pociągowych. Taki dobór kąta zapewnia największą możliwą żywotność, najlepsze właściwości ruchowe, sprawność dochodzącą do 98%, bardzo wysoką sztywność oraz stałość przenoszonego momentu. Mniejsze czy większe wartości kąta powodują spadek nośności i sztywności, a co za tym idzie żywotności całej przekładni tocznej.
Na zdjęciu poniżej u góry i u dołu widzimy gwint jednołukowy śrub kulowych zapewniający kontakt dwupunktowy, a pomiędzy gwint dwułukowy zapewniający kontakt czteropunktowy:
ISOTEK Spółka z o.o.
ul. Św. Szczepana 57
61-465 Poznań
REGON: 630753045
KRS: 0000001557
BDO: 000032670
Kapitał zakładowy: 120 000,00 zł
SWIFT: PPABPLPK
Konto PLN:
PL30 1750 1019 0000 0000 0175 1708
Konto EUR:
PL02 1750 1019 0000 0000 0175 1727